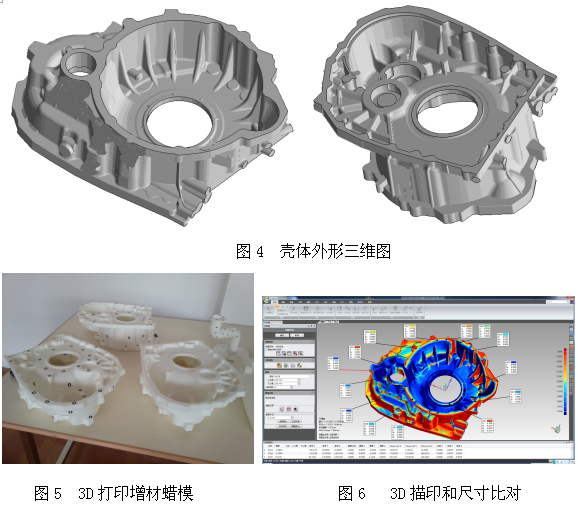
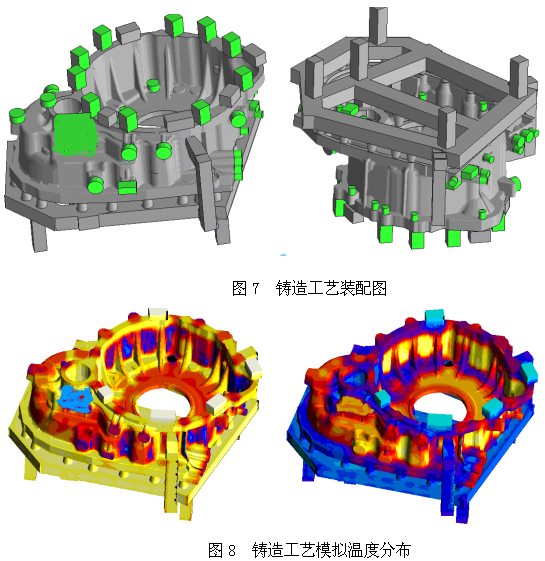
The combination of 3D printing additive manufacturing wax mold technology and gypsum vacuum press technology is a new production method for "3D printing" + "traditional manufacturing" to solve high-end complex thin-walled components. The wax mold with wax powder 3D printing has the characteristics of low melting point, small shrinkage, smooth surface and small deformation, which solves the long-term unsatisfactory demoulding caused by high melting point, large shrinkage and large gas volume of 3D printed PS powder. , mold shell cracking and environmental issues. Gypsum vacuum pressurization technology has excellent recombination, low thermal conductivity, smooth cavity surface, accurate component dimensions, good surface quality and pressure compensation. It is especially suitable for the precision of small and medium-sized thin-walled complex light-alloy components with precise dimensions, smooth surface and high internal quality by utilizing the strong release property of 3D printing wax mold and the excellent compounding property and forming advantages of gypsum vacuum pressurization technology. forming. This article further introduces the advantages of 3D printing additive manufacturing wax mold technology and gypsum vacuum boost technology by introducing some typical complex thin-walled components. First, the meaning To date, complex thin-walled components have been manufactured using methods such as turning, casting, forging and welding. In recent years, high-speed cutting and electrolytic machining technology has also made great progress in the processing of complex thin-walled parts. However, due to the complicated structure, the rigidity of the thin-walled components is weak, the strength is weak, and the machining deformation is easy to occur during turning or forging and welding, which makes the shape error of the parts increase, and the processing quality is difficult to meet the requirements. Especially the processing of complex thin-walled members of aluminum alloys has always been a difficult point. It is difficult to manufacture complex thin-walled parts by traditional casting process. Currently, metal molds are commonly used to obtain wax patterns of parts, and then complex thin-walled parts are produced by precision casting. This method has long molding cycle and high cost. problem. The fuel booster pump housing on the Boeing 767 aircraft produced by American Tektronix. Its shape and structure are very complicated, it is cast with A356 aluminum alloy and weighs 6.3kg. The casting module is respectively pressed by 22 wax molds and then combined into four combined wax molds, and then the four combined wax molds are assembled into a whole pump wax mold of a booster pump casing, and poured into a gypsum type with a gypsum mixed slurry. Cast into a casting under vacuum. Another example is the housing and frame of the avionics equipment. In order to ensure the stability of the circuit system, it is desirable to cast the shielded room, the printed circuit guide and the heat dissipation system at one time to form an integral casing aluminum casting. At the same time, in order to improve the heat dissipation efficiency and strengthen the structural rigidity, a large number of flat heat sinks and bumps are cast on the surface of the casting, and a sandwich structure can also be cast. The air-launched cruise missile AGM-89B developed by Boeing Company of the United States uses 80% of the missile body. The whole body is replaced by 14 large-scale integral castings instead of 44 aluminum precision die forging-machining-welding. Assembly. The main method for producing complex thin-walled castings in China is to produce metal-type molds and combine them with low-pressure casting, differential pressure casting, vacuum suction casting and pressure-regulating casting to produce complex thin-walled metal parts. This method has a long development cycle. The production rate and cost rate are very low and the cost is high. Adopting rapid investment technology (3D printing additive manufacturing wax mold and gypsum vacuum boosting technology) can fundamentally solve the problems existing in the production of complex thin-wall castings in China and improve the quality of complex thin-wall castings. Shorten development and manufacturing cycles and reduce production and development costs. Compared with PS powder casting, wax powder casting is more environmentally friendly, basically does not produce harmful gases, wax materials can be recycled, and it is more advantageous for investment casting of castings with complex internal cavities. Foreign studies on wax powder materials for selective laser sintering (SLS) have rarely been reported in the literature. At present, the material of the domestic SLS production investment casting "wax mold" is mainly polystyrene (PS) powder, which has small sintering deformation, excellent molding performance, high molding precision and strong dimensional stability. However, the PS-based "wax mold" is difficult to remove and is prone to shell expansion. In the general steam dewaxing process, only a small part can be removed, and other parts can be completely removed only in the high-temperature roasting process, and this part will be completely removed. It is converted into gas and discharged into the air, which causes great pollution to the environment and will be replaced by environmentally friendly materials in the future. If wax powder is used as the SLS material, it has the characteristics of less ash, easy dewaxing, and the casting process is closer to the traditional process and has no pollution. Gypsum vacuum pressurized casting technology has excellent recombination, low thermal conductivity, smooth cavity surface, accurate component dimensions and good surface quality. It utilizes the advantages of gypsum-type excellent compounding property and vacuum pressure forming, and is especially suitable for precision molding of small and medium-sized thin-walled complex light-alloy components with precise dimensions, smooth surface and high internal quality. The minimum wall thickness can reach 0.8~. 1.5mm (local 0.5mm), dimensional accuracy can reach CT4 ~ 5, thin-walled X-ray perspective reaches 1 level. Gypsum-type vacuum-charged precision casting technology can not only greatly improve the yield, internal quality and external quality of thin-walled complex light-alloy components. 3D printing additive manufacturing wax mold technology and gypsum vacuum press technology, the use of wax powder for 3D printing wax mold and then through gypsum vacuum pressurization for the rapid manufacture of complex thin-walled components is of great significance. Second, important technology (1) 3D printing additive manufacturing wax mold technology Equipment selection: Selective laser sintering SLS equipment HLP-800 (developed by Beijing North Hengli Technology Development Co., Ltd.), as shown in Figure 1, the largest forming size (800mm * 600mm * 500mm), using the wax powder molding process module. The principle is that the material powder is spread on the upper surface of the formed part and flattened, and the high-strength CO2 laser beam is sintered under the control of the computer according to the information of the cross-sectional profile of the powder in the solid part of the part. After the completion of one layer, the workbench is lowered by one layer thickness, and then the next layer is laid and sintered. This cycle, eventually forming a three-dimensional product. Material selection: 3D printing special wax powder (developed by Beijing North Hengli Technology Development Co., Ltd.), melting point 71 ° C, average particle size: 56.3 μm. 3D printing process: scanning speed 1600/mm·s-1, laser power 9-16W, thickness of 0.1mm. (2) Gypsum vacuum boosting technology Equipment selection: gypsum shell and roasting production line and electromagnetic vacuum boosting casting system (developed by Beijing North Hengli Technology Development Co., Ltd.) as shown in Figure 2. Gypsum-type shell and roasting production process: After the wax powder 3D printing wax mold is grouped, the gypsum infusion molding is carried out under vacuum, the gypsum is dried and then calcined and demolded, and the complete demoulding and water removal gypsum heat preservation is waiting for pouring. . Electromagnetic vacuum boosting pouring system: driving molten metal into the cavity under the action of electromagnetic force, the filling is stable, the pressure is executed accurately, the casting process is simple to perform, and the process repeatability is good. The system has the following advantages: 1 The metal liquid is transmitted smoothly, avoiding oxidation and inhalation caused by turbulence, and the molten metal refines the crystal grains by the magnetic field, which has a positive effect on improving the structure and performance of the casting; 2 flow rate and addition The pressure specification can be accurately and continuously controlled, the reaction is rapid and accurate, and the casting process can be strictly performed; 3 the furnace body is free of compressed air and can work under a protective atmosphere, thereby reducing gas dissolution and reducing the formation of pores. The holding furnace capacity is 350Kg; the maximum filling pressure is 0.05Mpa; the filling and holding time range is 300 seconds; the computer setting process curve is “pressure-time†curve; the flow rate is 0-3.0Kg/s (single pump), 0-6.0 Kg/s (dual pump) is continuously adjustable; vacuum degree is 10Pa; pressurization pressure is 0.8Mpa. (3) Digital casting process design and simulation technology Using casting process design and simulation CASTsoft CAE/CAD technology, it is a combination of casting weight, volume, modulus, casting process simulation, casting defect prediction and result display to achieve filling flow, solidification process and temperature field in castings. Simulation, defect prediction, cooling rate analysis, stress analysis, to evaluate the process parameters and process plans of the gate, riser, cold iron, mold thickness, riser sleeve, etc. involved in the casting process. Get a reasonable process before mold manufacturing and actual casting, reduce the number of test castings and modify the number of molds, to shorten the development cycle and reduce costs. Through the process design and simulation technology, the gypsum-type vacuum smooth filling control, gypsum-type supercharged solidification control, gypsum-type vacuum supercharged precision casting process design and optimization, to solve the problem of filling and smoothing, insufficient pouring, cold separation, shrinkage, Defects such as shrinkage provide data support for analyzing the relationship between current and magnetic force matching, component variable section pressurization speed, pouring time, etc., and further optimize important process parameters such as pouring system, boost pressure curve, solidification sequence and initial temperature. Third, the production flow chart Casting gypsum vacuum pressurized investment casting precision casting will be cast in the technical route of Figure 3. Fourth, the main production process 1. Structural analysis For the development of a thin-walled complex aluminum alloy shell, the 3D printing additive is used to manufacture the printing wax mold and then the gypsum vacuum pressurized investment casting is used to realize rapid mold-free production. The outer dimensions of an aluminum alloy casing are 565×467×435 (mm), the wall thickness of the casting is uneven, the maximum wall thickness is 45mm, and the minimum wall thickness is about 2mm. The casting material ZL101A alloy needs to be installed in the inner hole of the casting, and the casting must bear A certain pressure; therefore, there is a certain requirement for the airtightness of the casting, and the casting structure conforms to the principle of sequential solidification of the casting process. Through the analysis of structure and quality requirements, the gypsum-type vacuum supercharged investment precision casting method is adopted, and the inner gate is opened at the bottom to make the filling process smooth, reduce the oxidation slag, cooperate with the multi-gate and riser pressure feeding process, and pass the casting speed. The mold shell temperature, the lower cold iron to adjust the solidification sequence, the point riser and the insulation cotton process to ensure the quality of the casting. The shape and internal structure of the cylinder are shown in Figure 4. 2.3D wax pattern printing and dimensional precision control Designed 3D molds, through pre-processing software and system control software, layered slicing of castings, STL file error repair, scaling, solid splitting/combination, support filling, dimensional measurement; STL, SSL, CLI graphics File graphic file reading, STL graphic display, equal interval layered slice, adaptive layered slice, scan track optimization and control code generation, processing time prediction, etc.; interface with industrial CT scanning device, scan data file (CLI) Processing and forming. Scan control code reading, processing parameter setting, preheating temperature curve setting during machining, laser power curve setting during machining, and support for warm-up waiting for temperature/time setting. According to the structural characteristics of an aluminum alloy shell and the characteristics of the wax powder material, the main parameters of 3D printing are set as follows: a, print layer thickness: 0.12mm; b. setting the moving speed of the laser beam on the working plane: 1200 mm/s; c. setting the moving speed of the paving linear unit: 120mm/s; d, the actual output power of the laser: 9W; e, feeding margin: 0.05mm; f, conversion factor: 1.05. After 23 hours of equipment processing, the main material was prototyped as a homemade wax powder casting. This prototype can't be used directly, you need to do a simple post-processing work. In the first step, the formed wax component is cleaned by the unsintered powder, and the high-pressure air gun is used to blow off the residual powder of the cylinder wax. The second step is to immerse the casting prototype in a low-temperature wax liquid (temperature controlled between 55-60 degrees). A thin paraffin is attached to the surface of the prototype and immersed again after cooling. The third step is to smooth the surface of the cooled prototype, and the smoother the sanding, the higher the surface finish of the actual casting. The final module effect is shown in Figure 5. Dimensional measurement by three coordinates, all dimensions are within the normal range, the dimensions are precise in CT6-CT7, and the size comparison is shown in Figure 6. 3. Casting process design and simulation analysis of casting process According to the actual application requirements of the product, ZL101A material is used for production. The blank of the casting is first output, the casting process is designed, the process layout, the size of the riser, and the size of the casting system are determined. Then, the casting process simulation is carried out by the casting process simulation software, and finally the feasible casting is determined. Process plan. The specific method is completed in two steps: Step 1: Using the data casting process design and simulation technology, the casting process design CAD module is used to calculate the process hot section, determine the riser position and riser size, determine the casting process layout, and determine the gating system. Step 2: Simulate the casting process using the data casting process design and simulation technology casting process simulation CAE module, redesign the riser, cold iron and air vent according to the defect, and obtain the casting without final shrinkage shrinkage defect (or make the defect) Maintained in the minimum range). The surface quality is ensured by means of modeling, coating and pouring temperature, and the casting process simulation is carried out by the casting process simulation software, and finally the feasible casting process plan is determined. Finally, the feasible casting process scheme is determined as shown in Fig. 7. The simulation results are shown in Fig. 8. The casting process wax group tree is shown in Fig. 9. Process optimization process description: a) joint simulation and an aluminum alloy shell structure, by changing the size of the riser and gate bar, repeatedly into the simulation; finally eliminate the casting defects, determine the casting process parameters, the casting temperature is 700 + 10 degrees, the shell is eaten sand The amount is 12-15mm, the baking temperature is 720°, the casting temperature is 200 degrees, the pouring time is about 15s, the filling pressure is 0.014Mpa, the holding pressure is 0.12Mpa, and the holding time is 10Min. The best quality and highest process success rate. b) In order to further adjust the micro-hot section of the upper part of the aluminum alloy casing, a large iron plate with a thickness of 20 mm is placed on the top of the mold before the casting for chilling. c) In order to ensure that the riser and the gate bar are fully fed, the cold iron is placed at the hot section of the casting before the roasting. 4. Aluminium alloy shell gypsum vacuum pressurized investment casting precision casting process Due to the structural characteristics of an aluminum alloy casing and the 3D printing wax model, the investment casting shell, drying and dewaxing are quite different from the traditional wax mold and 3D printing PS wax mold process. Investment molding and drying: The wax pattern of the set process tree is placed in a vacuum tank, and the paddle is placed under vacuum conditions, and placed in a room at a temperature of 20 degrees for 15-20 hours, until the plaster type is completely hardened. Dewaxing: 3D printing cylinder wax mold adopts homemade wax powder. The material composition is similar to traditional medium and low temperature wax. Due to the need of 3D printing process, the composition is adjusted, and special components which are beneficial to the fluidity of wax powder are added. Traditional recycling of wax components, the use of wax is not recycled. The melting point of the wax powder is below 80 degrees. Due to the sensitivity of the gypsum to water, it cannot be dewaxed by water bath dewaxing (90-95 ° C) and high pressure steam dewaxing (over 100 ° C). Dewaxing can be carried out by directly performing the decarburization by calcination heating. This time, roasting and dewaxing are used. The specific parameters are: a) dewaxing temperature: 90-140 ° C; b) dewaxing tool: roaster; c) dewaxing time: 1-3 hours; d) dewaxing front module Storage time>12h, but the module storage should not exceed 3 days; e) Whether the dewaxing is completed by the gate flow wax and smoke color; f) The roasting time is 2-3 working days. Casting material? ZL101A, pouring temperature is 700+10 degrees, shell sanding amount is 12-15mm, baking temperature is 720°, mold shell pouring temperature is 200 degrees, pouring time is about 15s, filling pressure is 0.014Mpa, holding pressure It is 0.12Mpa and the holding time is 10Min. Control of casting precision and surface quality, adopt advanced gypsum-type material formulation technology, improve mold surface quality and dimensional accuracy, and improve casting dimensional accuracy and surface quality. From the material (metal material, mold material) and process (shell aluminum alloy smelting process, refining process; shell making, roasting process; paste material formulation process; filling process, etc.) to carry out the whole process quality control of the cylinder forming process Form a standardized quality control specification and system. Advanced composition analysis equipment, mechanical performance testing equipment and flaw detection equipment are used to ensure the material composition, mechanical properties and internal structure of the casting. The related process is shown in FIG. 10, as shown in FIG. 11, as shown in FIG. V. Conclusion Through the thin-wall complex aluminum alloy shell, the moldless rapid production, it is a good proof that the 3D printing additive manufacturing wax mold technology and the gypsum vacuum press technology are "3D printing" + "traditional manufacturing" to solve the high-end complex thin A new means of production of wall members. This production method can solve the existing manufacturing problems such as long manufacturing cycle, large processing volume, repair welding, dimensional instability, many internal defects, and many times of reverse repair. The technology is developed in new products, single-piece small batch/complex parts. / The advantages of metal mold making are obvious, and metal products can be obtained within 4-7 working days.
Our existing microwave Oven Door Glass is made of Tempered Glass, which has strong resistance and sufficient thickness. After the toughened glass is broken, the fragments become obtuse-angled particles, which can safely prevent hand injury. The high temperature resistant tempered glass can support customized shapes of various specifications. The arc design prevents cuts, and the design does not hurt your hands. It is safer to use. Complete categories, fast delivery, easy and worry-free, and enjoy happy shopping. We are professional glass production experts, with strong production equipment, senior technical personnel, fast production, fast delivery, and after-sales guarantee. It also supports the customization of different shapes and specifications, specially for you, welcome all major customers to come to consult. Microwave oven door glass, choose us, durable, practical, not fragile, long service life, sturdy, heat-resistant, welcome to see. China Black Tempered Glass ,Heat Strengthened Glass manufacturer, choose the high quality Premium Tempered Glass ,Cover Glass For Oven, etc.
Black Tempered Glass ,Heat Strengthened Glass ,Premium Tempered Glass ,Cover Glass For Oven WCH Temper Glass Co., Ltd , https://www.temperglasswch.com