As one of the main raw materials for printing, ink has a great influence on the printing quality of products. In particular, the three-primary inks used to print an anilox version have a decisive role in how the quality and hue of the ink can faithfully reproduce the original. Therefore, the necessary inspection of the three primary color inks is very important for accurately understanding the ink color of the used ink so that the color and the color amount can be adjusted and controlled in the process of the plate making process, thereby improving the printing quality of the product. According to the principle of change and principle of the three primary colors, we can know that the ideal three-color ink should be: the color light that the yellow should absorb completely, equivalent to the color light passed by the blue filter used for the color separation film, and the color light that should be completely reflected, quite The color light passed by the red filter and the green filter. The color light that the cyan should absorb completely corresponds to the color light that the red filter passes, and the color that should be completely reflected is equivalent to the color of the blue filter and the green filter, and the color of the magenta should be completely absorbed, which is equivalent to green. The color light passed by the color filter, and the color light that should be completely reflected, is equivalent to the color light passed by the red filter and the blue filter. In fact, some color inks can not fully meet the above requirements; therefore, only through the necessary tests, can we accurately grasp the actual color deviation of each color ink, and then through the plate making process to make up for measures, such as controlling the color ratio of each color, Make the prints relatively balanced. The inspection of three primary colors of ink is actually based on the principles of the three primary colors. The principle of detection is: using the full-color full-color blocks printed by each color ink to test, and the reflection density meter as a detection tool. Each color sample needs The red, green, and blue color filters were used for the test, and the test results are shown in Table (1). It can be said that the values ​​in Table (1) are ideal, but there are actually some differences and it is difficult to achieve them completely. Table (2) is the inspection result of the ink used. The specific density values ​​are shown in Table (2). The color efficiency of the ink is a parameter that comprehensively reflects the ink's selective absorption and reflectivity. The color efficiency formula is: Color efficiency: 1 - [(low high density value + medium density value) / (2x high density value) L Take magenta ink as an example, the color efficiency is: color efficiency two 1 - (0 .1 0.7 0.7/(2x1.3) two 69%. The gradation of the ink is the amount indicating the ash component in the primary ink. Because the ink absorbs the color light that it should have completely reflected, it can be considered as not pure enough, and it has a component with ash, and it calculates the smaller of the two that should not be absorbed. The calculation formula is: : Grayscale: low density value/high density value. Take blue ink as an example, its gray = 0.3/1.5 = 20%. The glossiness of the paper surface is directly related to the quality of the printed ink. If high reflectance glass cardboard and coated paper printing is used, the purity of the printing ink color can be improved, and a large, uniform ink amount can be printed without using a large, saturated ink. Therefore, printing with good quality paper can compensate for poor quality inks. If it is printed with loose texture, rough surface offset paper, and relief paper, its reflectivity is low because of its strong permeability. It is necessary to use a larger, saturated amount of ink supply in order to obtain the basic quality of decent ink quality. However, the phenomenon of ash and hue deviation of the ink will be clearly manifested. On the other hand, due to the low whiteness of the paper, the impression of the print will be lacking. Therefore, in the aspect of the platemaking process, the tone and color of the layout should be appropriately shortened and leveled according to the quality of the paper, in order to comply with the requirements for printability of the paper. In summary, the effect of ink and paper on print quality is quite sensitive. Therefore, the necessary inspection of the ink can accurately grasp its characteristics, so as to improve the plate-making process technology level; overcome the defects of ink and paper, make the printed product to make up for and balance, so that the product quality is better. (Kang Qilai) Standing Desk,Electric Standing Desk Frame,Electric Adjustable Height Desk,Height Adjustable Standing Desk,Standing Desk Adjustable Suzhou Uplift Intelligent Technology Co., Ltd , https://www.upliftecdesks.com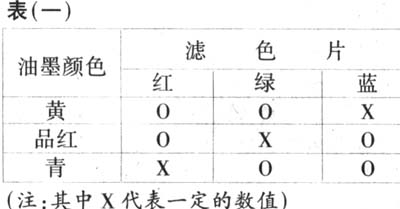
Through inspection, we can find that all kinds of inks have certain defects, the main situation is that they should not have density and there is density, and yellow ink defects are not obvious, because the hue is relatively pure, so the color cast is the lightest . According to the data in the above table, the following formulas can be used to calculate the color gamma, ash, and efficiency of the three inks yellow, magenta, and cyan, respectively. From the test results, each primary ink in the table has three density values, and their respective density values ​​are high, medium, and low. In this way, the hue deviation of each ink can be calculated. The calculation formula is: hue deviation: (medium density value-low density value)/(high density value-low density value). Take the blue ink as an example, the hue deviation is: (0.6-0.3)/(1.5-0.3): 25%. Let's look for the color deviation of yellow and red, which are 8% and 50% respectively. The calculation results show that yellow ink is the least, and magenta is the largest. Because of its density in blue light above ground red, it is seen to be reddish. Each ink should reflect two colors of light in equal amounts. If the density of yellow ink under green light is higher than that under red light, it indicates that it is reddish.
<China Packaging News>